今回ご紹介するのは、SUS316Lアングル材(75×75×5,500)を使用した寸法決め加工です。
SUS316Lは加工時に内部応力が発生しやすく、曲がり・ねじれ・反りが生じやすい材料として知られています。そのため、加工方法や切削条件の設定が製品精度に大きく影響します。
本記事では、プレーナーによるバイト加工を用いて、変形を最小限に抑えながら寸法を仕上げる工程を、段取りから最終確認まで解説します。
SUS316L加工段取り
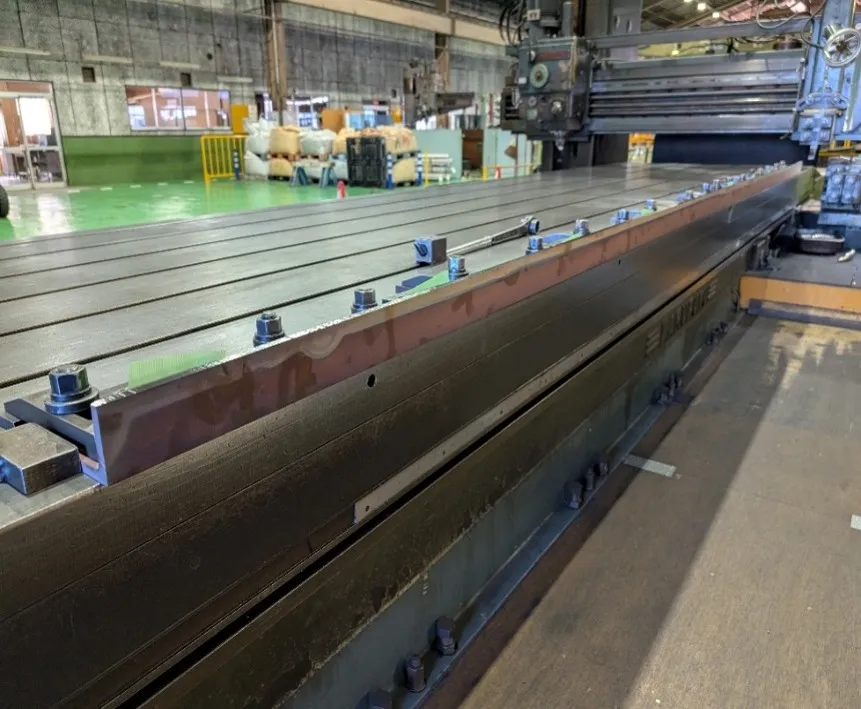
まず、クレーンを使用してアングル材を指定の加工定位置へ搬送します。長尺材であるため、設置時はねじれや浮きが生じないよう注意が必要です。
加工精度を確保するため、複数箇所をクランプで確実に固定し、加工中の振動やズレを防止します。固定状態を確認したうえで、次工程へ進みます。
高さ決め加工
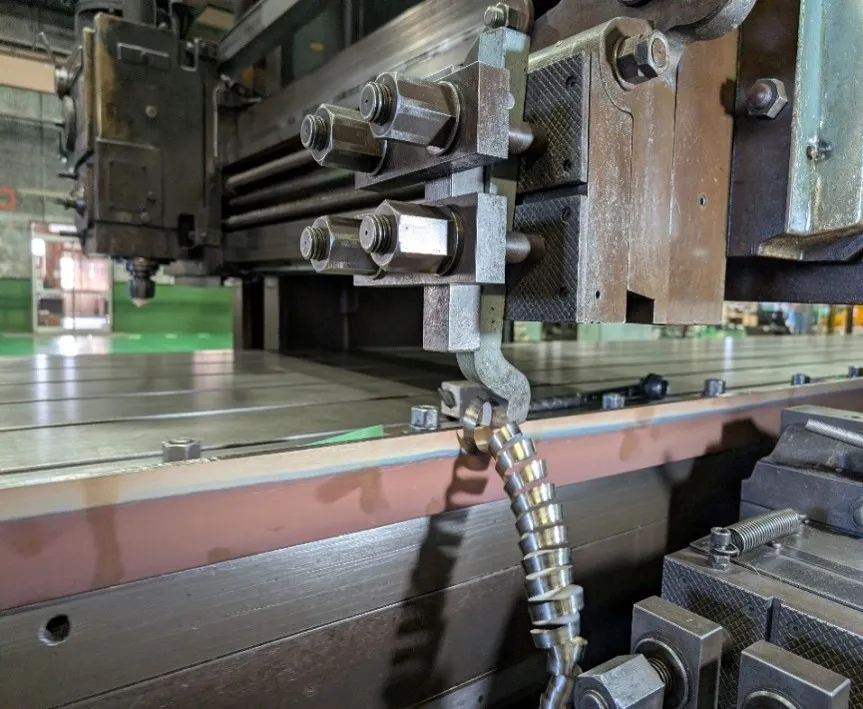
刃物台に工具をセットし、一定の切削量で高さ方向の加工を行います。本工程では、上面からの加工によって基準高さを決定します。
一度の切削量は約0.3mmとし、材料への負荷と変形を抑えながら、図面指示寸法まで段階的に仕上げていきます。
幅決め加工
続いて、横方向の加工による幅寸法の調整を行います。刃物台に工具をセットし、一定の切削条件を維持しながら加工を進めます。
幅決め工程では、基準面との直角度や平行度を意識しながら、安定した送り速度で切削することが重要です。

幅決め仕上げ加工
最終仕上げでは、表面品質を高めるため専用の丸駒チップを使用します。これにより、ボールエンドミル加工に近い滑らかな仕上がりを実現します。
仕上げ工程では、刃先状態や送り条件を細かく調整し、面粗さと寸法精度の両立を図ります。

最終確認、手仕上げ
加工完了後は、面粗さ・寸法・形状を一点ずつ確認します。必要に応じて手仕上げを行い、微細なバリや面の不均一を除去します。
この工程により、安全性と製品品質の最終保証を行います。

完成
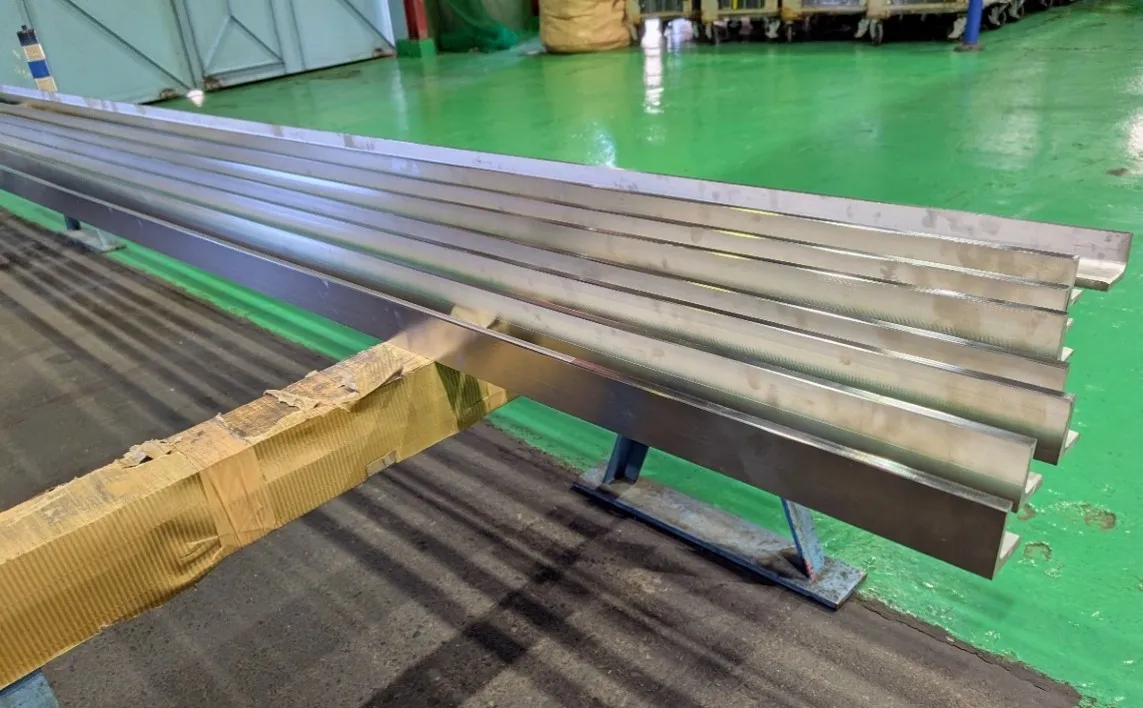
最終検査を通過した製品は、規格寸法を満たした状態で完成となります。長尺のSUS316Lアングルでも、変形を抑えた安定した仕上がりを実現しています。
まとめ
SUS316Lアングルの寸法決め加工では、内部応力による変形対策と段階的な切削管理が重要となります。
飯島マシナリーでは、プレーナーによる精密加工と確実な段取りにより、高精度かつ安定した品質を提供しています。
今後も材質特性に応じた最適な加工技術を追求してまいります。
