今回ご紹介する加工は、フラットバー(平鋼)と呼ばれる鋼材を使用したR形状加工です。素材が長尺のため、複数箇所での確認作業が必要になります。
フラットバー(FB)はJIS規格に基づいた定尺の鋼材で、幅や厚みの種類が豊富です。今回はそのフラットバーの角にR(丸み)形状を施す加工を行います。工程に抜けがないよう一つずつ丁寧に段取りを進めていきます。
使用する素材は t9×50×5,500mm。図面に基づいた加工の流れを写真付きで解説します。
加工機テーブルにフラットバーを置くまで
吊り上げ作業では、クレーン(下図2)のフックにマグネット(下図3)をかけて使用します。フラットバー(下図1)は板厚が薄く長尺の物になります。マグネットにてフラットバーを吊り上げる事が可能です。写真のマグネットの最大吸引力は約1,000㎏です。
クレーンにマグネットを吊り下げて、フラットバーの中心位置まで移動します。クレーンにてフラットバーを正常に吊上げたことを確認したら機械テーブルに移動させていきます。吊上げ位置に問題がある場合は再度位置を調整し、再度吊り上げます。
ワークをテーブルに降ろしてクランプで固定します。

イケール側にフラットバーを押し付ける
機械テーブルに降ろして固定しただけではフラットバー(上図1)とブロック(下図2)が接触していないことがあります。
イケール側(下図1)にフラットバーをハンマー(下図3)で叩きながらブロックに押し付けていきます。フラットバーをブロックに押し付けることにより均一にR形状加工を行う事が可能です。

刃物成形
プレーナーで使用する工具は旋盤で使用する工具と似ています。図面指示に基づいて職人が手研ぎにて刃先成形しています。

刃物のセット
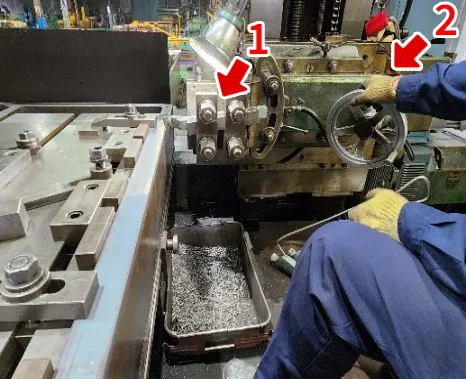
刃物台に工具(下図1)をセットします。切削は直線的に工具を走らせる方式で、木工におけるカンナのような工程です。
ハンドル(下図2)を右に回すことにより切削量を決めることが可能です。図面指示に基づいて、R形状加工を行います。
R形状加工の寸法確認
加工後は、約1.000㎜ピッチでRゲージにて寸法を確認していきます。
R形状加工の完了
R形状加工は切削するR形状に合わせて、工具を研磨するので通常時より手間と時間がかかっております。

両側2辺R形状加工になります。

まとめ
R形状加工では、素材の長さに合わせた多点クランプと基準面への確実な密着が精度確保のカギとなります。クレーンによる安全な吊り上げ、イケール側への押し付け、刃物の正確なセット、1.000㎜ピッチでの寸法チェック――これらを漏れなく実施することで、仕上がりムラや再加工のリスクを最小限に抑えられます。
当社では最大12m級プレーナーと豊富な治具を備え、今回のような長尺フラットバーのR形状加工から大型鋼板まで幅広く対応可能です。図面検討や加工方法のご相談、御見積もりのご依頼などございましたら、ぜひお気軽にお問い合わせください。
